
�Q������늳��lչ�ģ�ʼ�K߀���^Ӳ�ļ��g��
�S������Դ��܇�ĸ��ٰlչ���늳���������^�ߡ�ѭ�h�����^�L���o��Ⱦ�ȃ��c���ɞ�������Դ��܇����Ҫ����Դ��
���ǣ�Ŀǰ�����늳����ڴ����m���������㡢һ�����^��Ȇ��}���ɞ��Ƽs����Դ������܇�lչ�ļ��g�y�}��
���w늳ؘOƬ�ĺ��һ���ԣ��Ǻ���늳ؽM���ܣ��Լ������Ե���Ҫ�|���˜ʣ��OƬ݁������Ҫ�����ף����ڸ߾���݁���������OƬ݁�����g�DŽ�����x��늳����ƺ����a���P�I���g֮һ��
Ŀǰ����������x��늳؏S�Ҿ�ʹ�õ��Ƕ�݁݁���C݁���OƬ�������C��݁����500 mm��݁���L��500 mm-700 mm����݁�����ĘOƬ�،��ȷ���ĺ��һ�����^�
�鱣�C���һ���Եľ��ȣ�܈݁�L���cֱ����ֵ�����^С����K���OƬ݁�������^խ��
�����~�����X���Ȳ��������I���Ľ^���������݁݁���C݁�����죬���澫�����_������ͬ�r��݁���������_��1m���ϡ�
��ǰ߀�]����݁݁���C�ژOƬ݁���Б��õ���������ˣ����OƬ݁����ˇ�������о�����ߘOƬ���һ���Ժ����aЧ�ʵ��P�I��
��ô����݁݁���C�Л]�д����݁݁���C݁���OƬ�Ŀ����ԣ�
һ
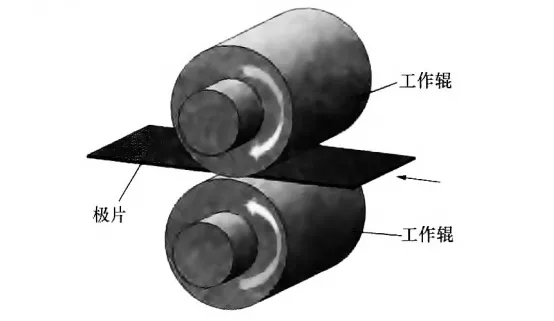
��݁݁���C݁ϵ���Ƀɂ�λ��ͬһ��ֱƽ��ȵ�ˮƽ����݁�M�ɵģ��OƬ݁�����ڃɂ�����݁���g�M�еģ���D1��ʾ��
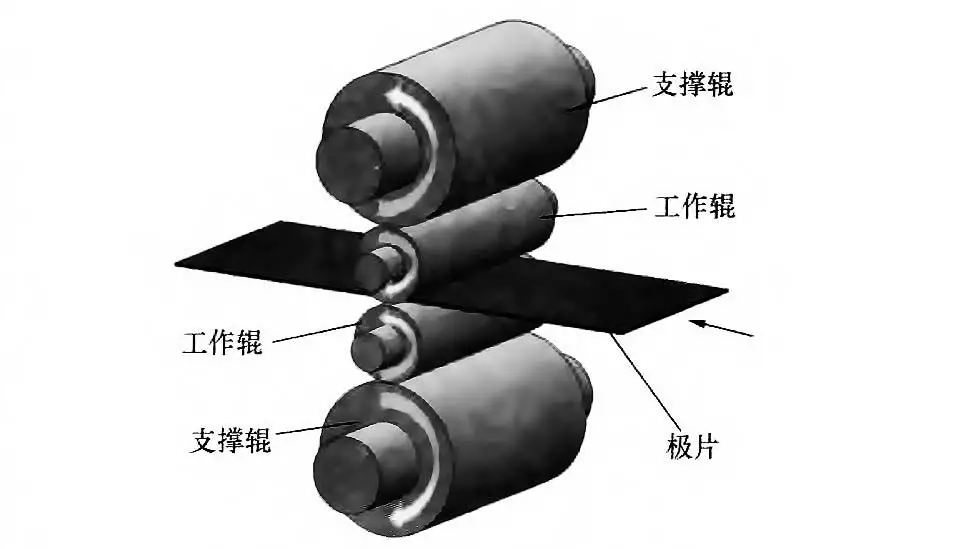
��݁݁���C݁ϵ�����Ă�λ��ͬһ��ֱƽ��ȵ�ˮƽ܈݁�M�ɣ�݁���^�������ڃɂ�����݁���g�M�С�
֧��݁������������݁ϵ�Ą��ȣ���݁��һ���ǹ���݁݁����1.5��2������D2��ʾ��
Ӱ푘OƬ݁���|�������ط֞����(�OƬ����)������(݁���l��)�ɂ����档�OƬ���������c����ԭʼ��ȡ�׃�ο�����ֱ��Ӱ�݁�����Ĵ�С���c�OƬ���һ�����������P��
݁���l����Ӱ��^����s��������Ӱ�܈݁����׃�μ�܈݁�g���|��B�����أ���܈ֱ݁����݁��ĥ�p�ȣ���Ӱ�܈݁��λ����ȡ�������݁���ضȵ����أ���܈݁���ľ��Ƿ�һ�¡��O���\�еķ����ԡ�݁���ٶȵȣ�����Ӱ푘OƬ���һ���ԡ�
܈݁����׃����ָ܈݁����݁������݁�����ض������׃�Σ���Ӱ�늳ؘOƬ���ȷ�����һ���Ե���Ҫ���ء�܈݁�ē���׃�Ό���λ݁�����ژOƬ׃�΅^�ȵķֲ�������
���چ�λ݁�����IJ������OƬ�،��ȷ���ĉ�������һ�¡��������]�OƬ��݁����ķ����������J��OƬ�Ĕ����Π����݁���d݁�p���Π���ͬ��һ�������ȣ�܈݁����׃��Խ�OƬ���һ����Խ�
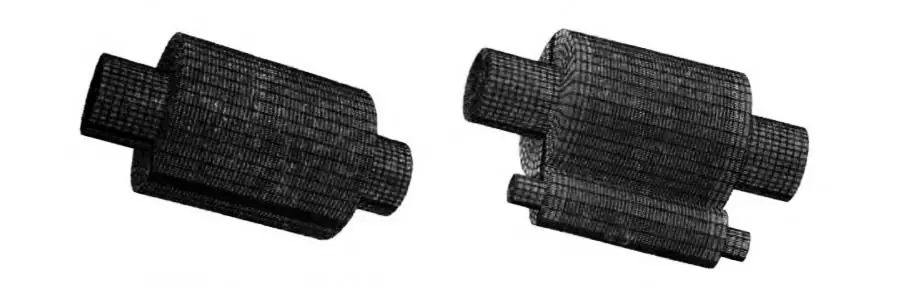
���˷���������@���݁݁���C܈݁�����xȡ�OƬ݁���CØ500x500܈݁��������݁݁���C܈݁����������݁݁���C�O����
�OƬ���Ȟ�450mm��550mm��������݁݁���C����݁ʩ�ӏ�݁�������OƬ���һ������Ӱ푣���݁��Fw�O����0.5000 kg��10000 kg��
�����H݁����܈݁�ܵ������݁����P�����O�鹤��݁�L�ȷ������g�������ܵ���ֱ��݁��ľ����d��q�����q=P/l��ʽ�����݁����P=300t��l��OƬ���ό��ȡ�
�OƬ���ό��Ȟ�450 mm�r��q=666.7 kg/mm���OƬ���ό��Ȟ�550 mm�r��q=545.5 kg/mm��
�鱣�CӋ�㾫�ȣ��ژOƬ�c܈݁������݁�c֧��݁�Ľ��|λ��Ҫ�M�оW��ļ������W�֕r��ȫ�ֳߴ簴25 mm���֣�݁���ϰ�10 mm���֡�
���־W��ʽ�x����ӵķ�ʽ����݁݁���C܈݁���������w��ԪC3D20R����݁݁���C܈݁���������w��ԪC3D8I����D3��
�ڌ��H�OƬ݁���У�����݁��֧��݁݁�����|�����x��ܛ���O���н��|�Pϵ���x��Ӳ���|�����|���x��Ħ������x�Î삐Ħ�����oĦ��ϵ����0.2��
��
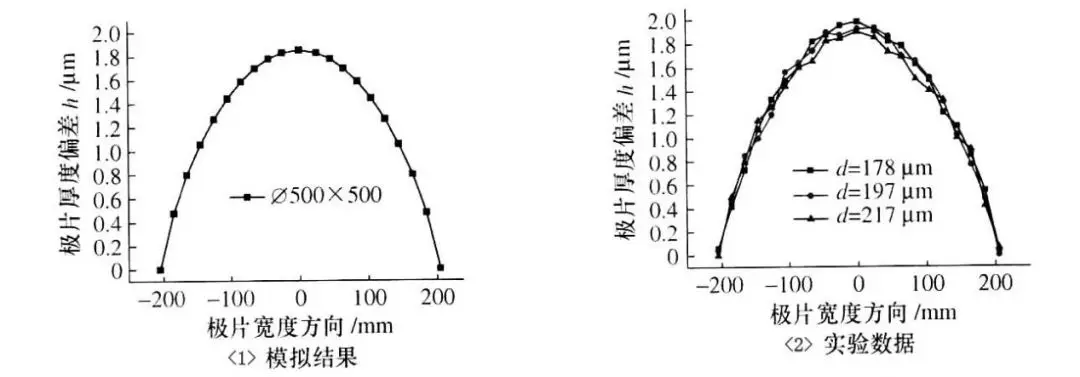
����O����늳ؘOƬ݁���CØ500x500���OƬ���Ϻ�Ȟ�178μm��197μm��217μm���N�����Ⱦ���450 mm��݁��ǰ�ĘOƬ���ƫ���±5μm���OƬ݁���r�������݁����300000kg��
�ؘOƬ���ȷ�������ģ�M����׃��څ�ݴ��wһ�£��ؘOƬ���ȷ���߅��λ�ú��ƫ��ֵ�^С�������в�λ��ƫ��ֵ�_�������D4��
�c���攵����ȣ��������F�^С���ӣ��@�����OƬԭ�ϱ������ں��ƫ��µġ���ֵ��ģ�M��ֵ��ȣ�����`���5.27�����f���������е�ģ�͵Ĝʴ_�Ժ����_�ԡ�
���a���`�У�Ҫ��ĘOƬ���g���ɂȣ��OƬ�،��ȷ�����ƫ����±2μm�ԃȣ��OƬ�ϸ�Խ��Խ�á��ژOƬ���݁����Ҫ���OƬ߅��20mm̎�M����߅̎����
��ˣ�����ܛ����̎����������Y���M����ȡ���õ���ͬ܈݁�����£�����݁݁���L�ȷ����ϵĔ����Y����
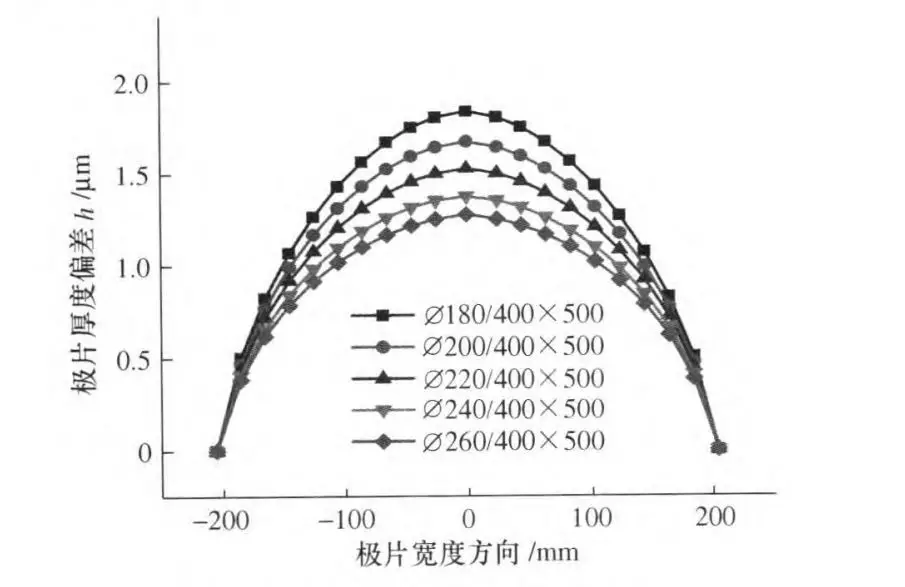
�S������ֱ݁�������ӣ����w�OƬ���ƫ����u�pС���ؘOƬ���ȷ�������gλ�ú��ƫ��pС�^�����@�����ژOƬ�ɂȺ��ƫ��p�ٲ����@����D5��
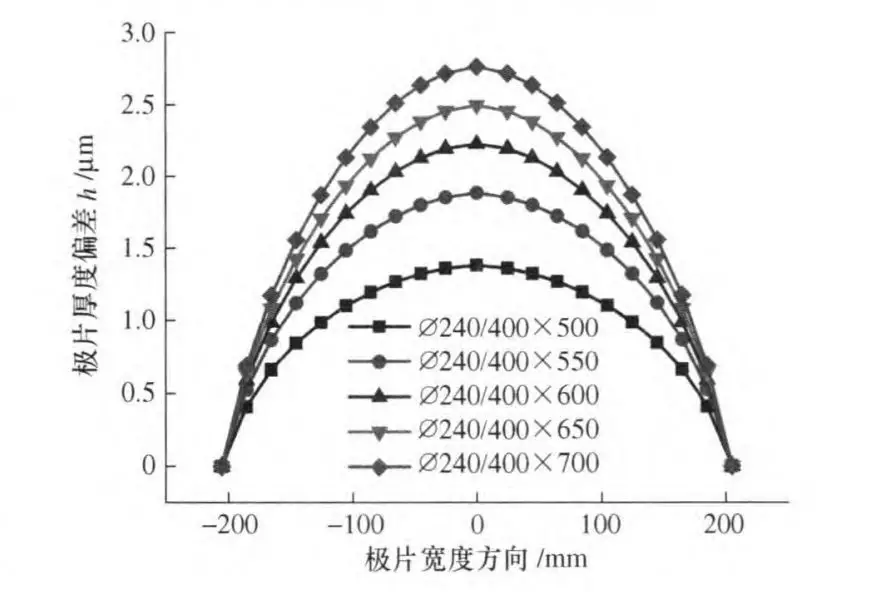
�S��݁���L�ȵ����ӣ����w�OƬ���ƫ��Ҳ��u���ӣ��ؘOƬ���ȷ������gλ�ú��ƫ�������^�OƬ�ɂȺ��ƫ�������^С����D6��
�S����݁���������ӣ����w�OƬ���ƫ����u�pС���ؘOƬ���ȷ������gλ�õĺ��ƫ��pС���^���@�����ژOƬ�ɂȺ��ƫ��p�ٲ����@����D7��
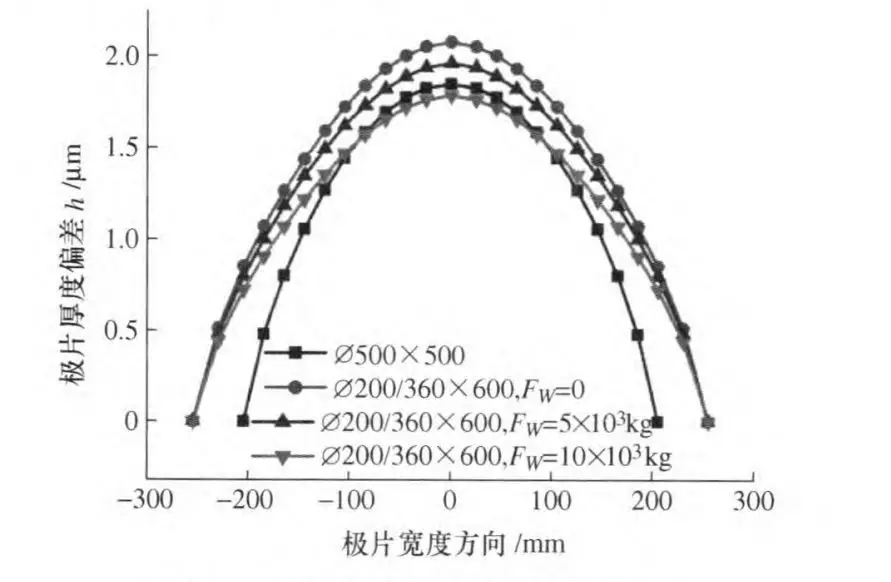
��݁��Fw��0���Ӟ�10000kg�r�����OƬ���ƫ��pС0.3μm���OƬ�،��ȷ���ĺ��һ�������^С���ȸ��ơ�
��݁�������Ӟ�10000kg�r����݁݁���CØ200��360x600�c��݁݁���CØ500x500�����OƬ���ƫ��ֵ���ӽ����H���0.06μm������±2μm���ƫ��ĘOƬ���ȣ��OƬ݁���������^��������ӡ�
��݁݁���CØ500x500�c����݁݁����180—200 mm��֧��݁݁����340��360mm��݁���L�Ȟ�500mm����݁݁���C��݁������ͬ�r��݁��450mm���ĘOƬ�a����݁��Ч���ǽ��Ƶ�Ч�ġ�
���ԣ���݁݁���C�����݁݁���C�M�ИOƬ݁������һ�������ԡ�
�S������݁��֧��݁݁�������ӣ��OƬ�ĺ��һ���Եõ����ơ�����݁݁����׃�����OƬ���ȷ�����ƫ��Ӱ��@������֧��ֱ݁��׃�����OƬ���ȷ����Ȳ�Ӱ푄t�^С����݁݁���C��֧��݁�Ĵ��ڿ���һ���̶��Ϗ��a����݁���ڄ����^С�������IJ��㡣
���⣬�S����݁�������ӣ��OƬ�،��ȷ���ĺ��һ���Եõ�������ʩ�ӏ�݁�����ԏ��a݁���L�����������µĘOƬ���һ����׃��IJ��㣬���ҿ��Ԍ��F�OƬ݁�����ȵ����ӣ�ʩ�ӏ�݁���nj��F�OƬ����݁����һ����Ч;����
(؟�ξ�������)










 �Ź���̖
�Ź���̖